熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


隨著3C電子行業的縱深發展,對配套電池的裝配與焊接精度、焊接質量都提出了更高要求,傳統焊接加工技術很難達到新型紐扣電池的高標準焊接指標。相比之下,激光焊接技術能夠滿足紐扣電池的加工技術多樣性,如異種材料(不銹鋼、鋁合金、銅、鎳等)焊接、不規則的焊接軌跡、優秀的焊接外觀、牢固的焊縫、更細致的焊接點以及更精準的定位焊接區域等。激光焊接技術不僅能提高產品焊接的一致性,而且還降低了焊接過程中對電池造成的傷害,成為新能源紐扣電池的最佳焊接工藝方式。
激光焊接工藝
激光焊接機新能源紐扣電池的激光焊接新工藝,紐扣電池也因體形較小,在各種微型電子產品中作為后備電源得到了廣泛應用。目前廣受關注的電子產品,如無線藍牙耳機、智能手表、智能音箱等所用到的電源,都是新型可充電式紐扣電池,在消費者對電子產品的高強續航力、高安全性和個性化需求下,各大電池廠商開始爭相生產能量密度更高、規格規格多樣、材料多樣的新型可充電式紐扣電池。
新能源紐扣電池電芯正負極與不銹鋼殼體之間的焊接
此部位焊接工藝難度系數較高,負極銅箔厚度0.05mm,正極鋁箔厚度0.05mm,不銹鋼殼體厚0.12/0.15mm,如果參數設置不合理,治具壓合不到位或者操作不當,很容易造成虛焊、焊穿、不銹鋼殼體外觀面氧化變色等不良情況。
所以,這里選用的焊接方式為精密MOPA激光點焊或者螺旋線焊接,在需要焊接的部位瞬間產生高溫熔合,實現無接觸焊接,精準定位,高效生產優質電池。
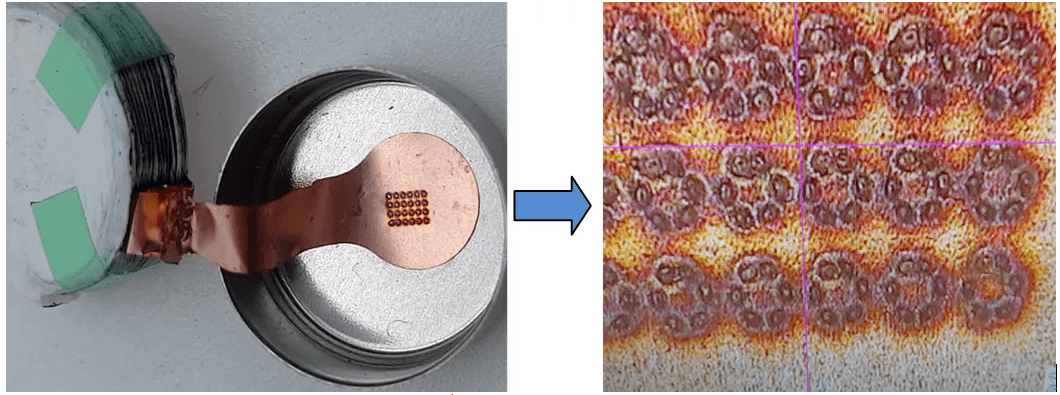
紐扣電池電芯負極與不銹鋼殼體的焊接成品圖
上圖為紐扣電池電芯負極與不銹鋼殼體的焊接成品圖,負極為紅銅箔。銅材的導電性很好,但是對于焊接而言,它為高反光材料,對激光的吸收率很低,不到10%;加上材料極薄,在受熱區域面積過大、受熱時間過長或者激光功率密度不夠的情況下,銅箔極易變形,造成焊接不良,這在很大程度上增加了焊接工藝的難度。
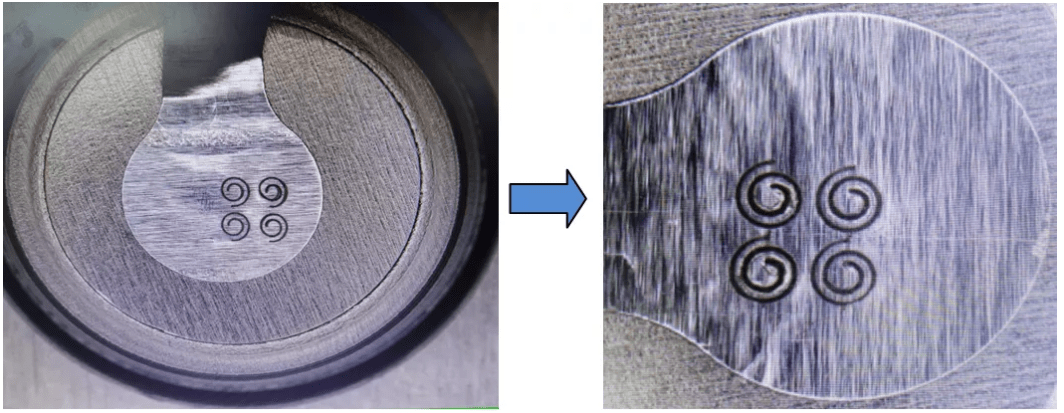
紐扣電池電芯正極與不銹鋼殼體的焊接成品圖
上圖為紐扣電池電芯正極與不銹鋼殼體的焊接成品圖,正極為鋁箔。鋁材導電性較好,也屬于高反光材料,對激光的吸收率較低,在20%左右。采用MOPA激光螺旋式焊接方式,焊接能量均勻,焊接點形狀、熔深、牢固度一致性較好,外觀平滑美觀,無變形。焊接效果放大后如圖2中右圖所示,螺旋線焊接軌跡均勻,線條無虛焊,鋁箔無變形,電池殼體背面無變色等不良情況,焊接牢固可靠,符合客戶要求。
新能源紐扣電池頂蓋的密封焊接
這個部位的焊接工藝有一定難度。紐扣電池頂蓋是厚度為0.120.15mm的不銹鋼材料,紐扣電池殼體與蓋板連接處,加工后為厚度0.1mm的不銹鋼材料。兩塊如此薄的材料進行密封焊接,且要求外觀平整順滑、無變形,對于傳統焊接來說根本無法實現。
此工序焊接難點在于材料極薄,如果焊接工藝參數設置不當,功率過大容易直接擊穿電池殼,傷到內部電芯且材料極易變形,熱影響區大;功率小了無法形成熔池達到焊接目的紐扣電池頂蓋與殼體之間的激光密封焊接效果圖。
雙翌視覺對機器視覺檢測技術應用越來越順暢,其領域涉及食品加工、汽車制造、電子與半導體、醫療保健、金屬零件、產品包裝、金屬制造、安防監控、Al視覺檢測等等領域。智能化、自動化、數字化、信息化是未來制造業的發展大趨勢。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
