熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


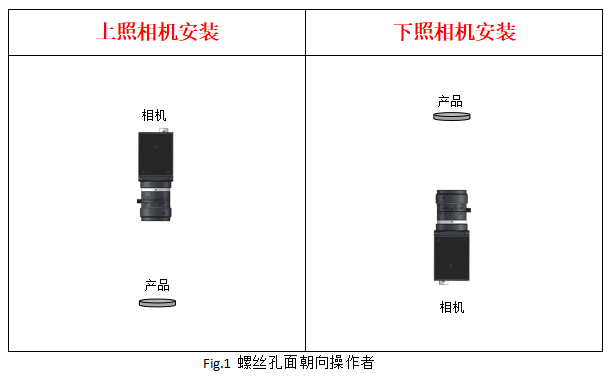
相機的安裝方向:以操作者站立調試的位置為基準(一般就是顯示器的位置),相機的螺絲孔面朝向操作者,標簽面(即正面)遠離操作者。這樣才能保證實際圖像和顯示器圖像保持一致性,方便調試。
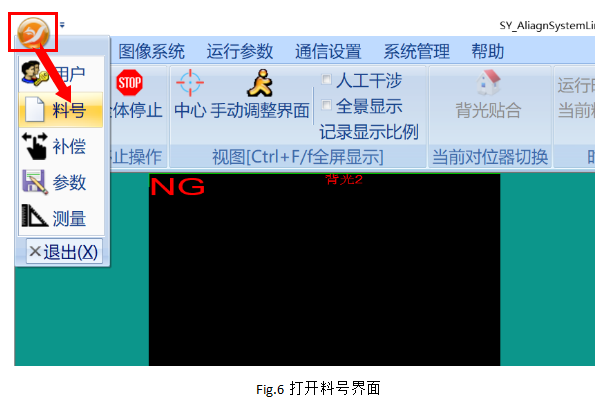
① 點擊軟件左上角的“橙色圖標”,點擊“用戶”進入用戶設置界面;

② 用戶管理界面,輸入供應商權限密碼:“310525”,點擊“用戶登陸”,進入軟件管理權。
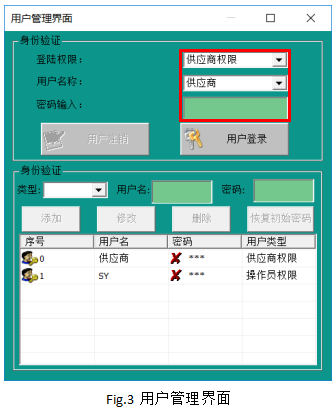
③ 有登陸權限,才可以設置軟件參數,修改產品模板,非登陸狀態,不能更改以上數據。

設定對位平臺的待機位原則即是:使對位平臺的行程最大化。即要求對位平臺各軸到正負限位的距離相等。
設置待機位之前需要啟動復位進行平臺回零,回零完成后點擊“軸操作/IO監控”->“手動操作”彈出軸操作界面,選擇X1軸,填寫點動距離,通過手動點擊正反轉操控X1軸到限位中間位置,最后點“保存點位”。同理設定X2軸和Y軸的待機位置,如此便完成了對位平臺待機位的設定。
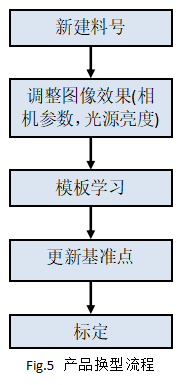
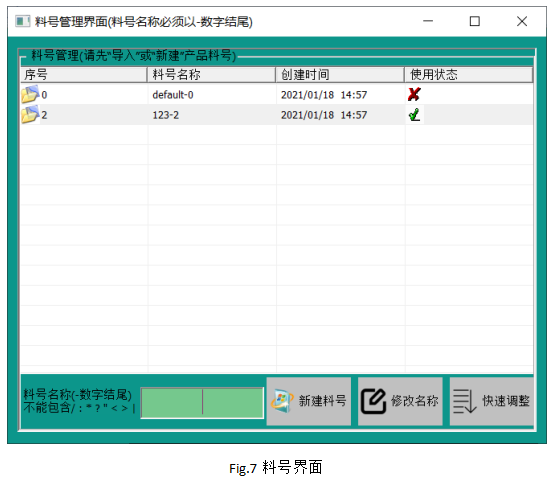
1. 料號用于存儲不同產品的系統參數,包含:
光源亮度、相機所有參數、標定數據、映射數據、補償參數、圖像模板、對位設置參數等。
2. 列表里為當前已建好的料號檔案,“default-0”為默認料號。
3. 當前料號的使用狀態為 即為目前正在使用的料號。光標在當前料號時右鍵雙擊可刪除當前料號,左鍵雙擊即導入當前料號。
即為目前正在使用的料號。光標在當前料號時右鍵雙擊可刪除當前料號,左鍵雙擊即導入當前料號。
4. 新建料號時,輸入新建料號的名稱(“XX-數字”,數字代表料號的序號),再點擊新建料號,新建的料號會提示是否復制當前的料號信息到新的料號上,新料號會拷貝舊料號的所有的參數。
5. 一般調試新的樣品時,首先新建一個用于存儲本樣品的所有參數的料號,然后再調試光源亮度、圖像模板、激光文件等。
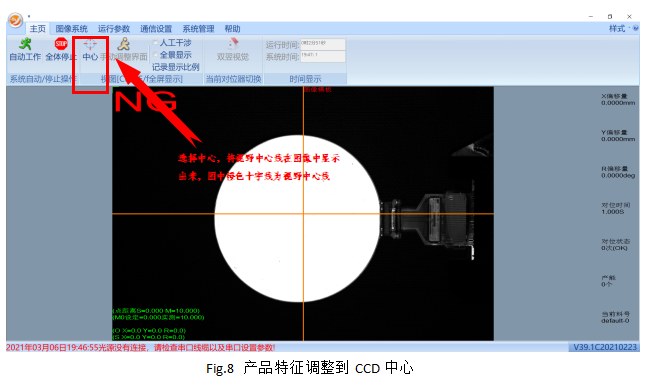
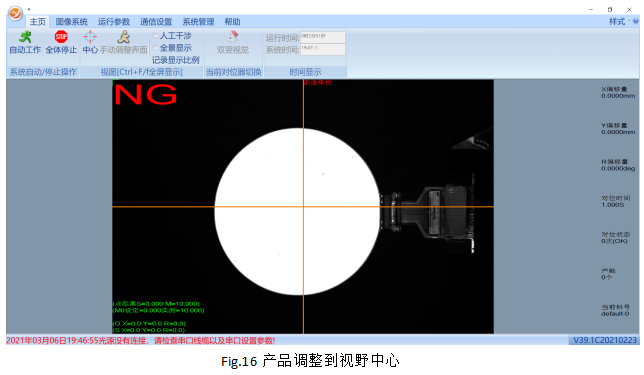
軟件上點擊中心,在圖像中可以看到橙色的十字線,這個為視野中心,在產品上料過程中,我們需要將產品放置到橙色十字交點即視野中心位置。
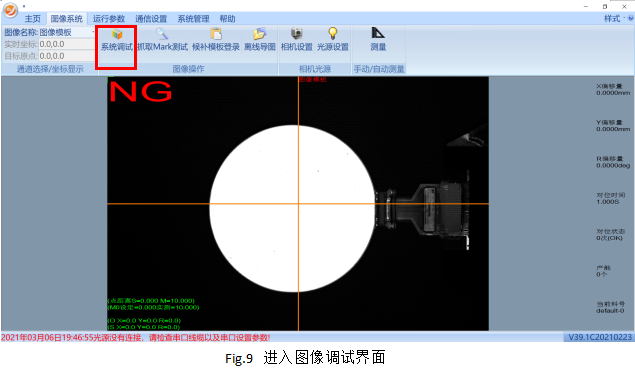
點擊“圖像調試”,進入圖像調試界面:
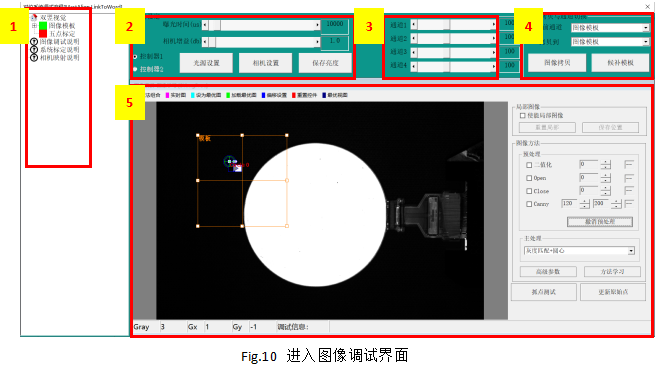
1:調試流程樹狀圖,調試哪個通道就點擊對應的名稱,然后相機參數、光源亮度和模板學習都是針對當前選中的通道進行的。
2:相機參數的快捷調試滾動條,包含相機的曝光時間、相機增益等,作用都是調節圖像的亮度。調節好之后,通過點擊“保存亮度”來保存生效。
3:光源亮度調節滾動條,可以調節對應的光源亮度。通過點擊“保存亮度”來保存生效。
4:圖像拷貝的快捷操作,可以將某一通道的模板和參數復制給另外一個通道。假如映射都是拿同一生產產品來操作,在學習映射模板的時候就可以直接復制之前做好的生產模板,不用再重復做一遍相同的模板,方便調試。
5:模板學習界面,學習模板都是在這個界面完成。
? Step1:如圖11所示,左側選中對應的產品通道后,開始學習該產品的模板。
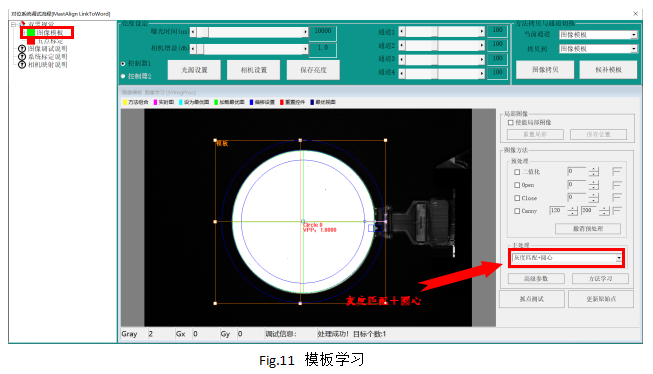
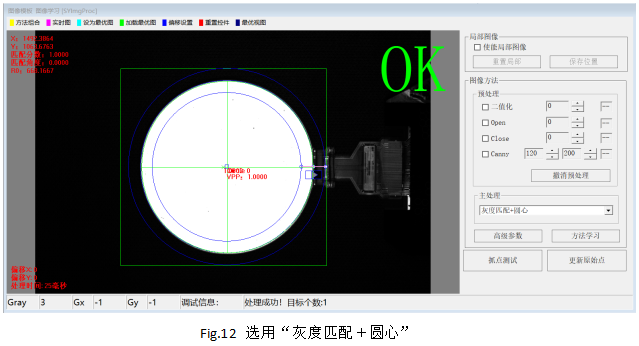
? Step2:如圖11所示,下拉重新選擇“灰度匹配+圓心”,黃色的模板框工具和藍色的圓工具則會顯示出來,通過拖拽調整先使圓工具的中心圓與產品的邊緣相接,然后調整模板框位置和大小到合適。如圖12所示,再點擊“方法學習”,則學習記錄當前的模板。注意圓工具的極性和找邊方向。
? Step3:調整高級參數。點擊“高級參數”,進入高級參數界面,調整參數如下圖13與圖14。可根據實際情況修改“分數”、“角度容差”、 “有效點比例”、“完整圓周”等參數。
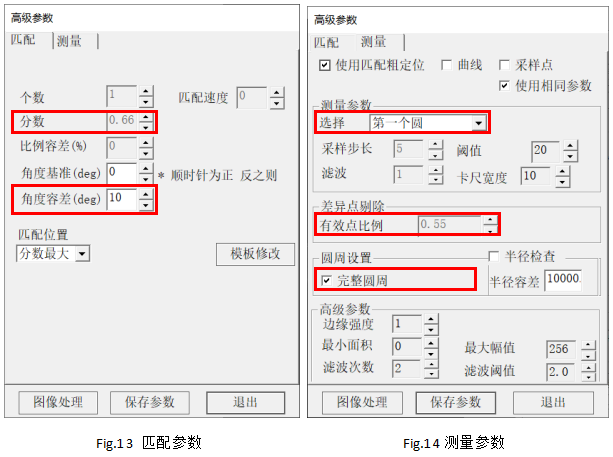
“分數”是限定模板匹配度相似度的參數,范圍:0~1,代表圖像與模板相似度必須高于該設定值。否則判定NG。
“角度容差”是限定匹配角度范圍的參數,范圍:0°~ 180°,代表允許角度偏差范圍:±0°~±180°。超出則NG。
“第幾個圓”是從該圓工具的范圍內從尋邊方向開始,要提取的第幾個圓。對于有多個邊緣干擾的圖像,此參數非常重要,可以剔除不要想的干擾邊緣。
“有效點比例”如同前面的模板分數,該參數是限定圓參數的有效比例的參數,范圍:0~1。
實際提取的圓邊由于有雜點干擾,圖像處理中會剔除這些干擾點,剩下的認為是有效點,有效點占比太少則圓效果較差,管控這個比例界限的就是該參數。
“完整圓周”勾選則用于找完整的圓,不勾選則用于找只有部分圓的圖形。
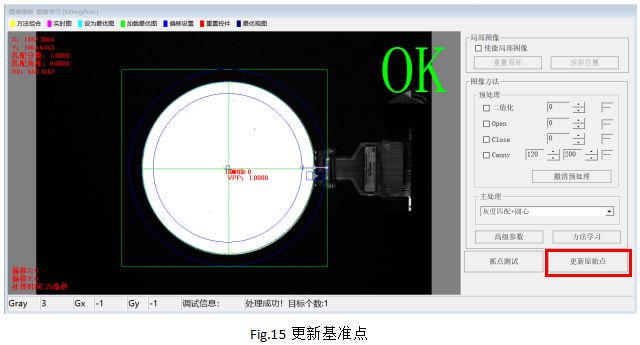
更新基準點的目的是給視覺對位提供基準,選擇更新基準點的前提是,該圖像確實是視覺對位的最終基準。因為一旦更新基準點后,后面生產,視覺系統將會每次將物料偏差糾正到基準點位置。基準點位置即是滿足自動化設備需求的物料最終位置。
如果基準不變,只是重新做一次模板,則按照上面做模板的流程制作模板即可,一定不要再去更新基準點。
相機自動標定流程主要的目的是建立相機和對位平臺的關系。之前有標定過,在相機沒有動過位置的前提下,可以不用再標定。
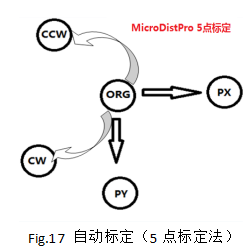
相機標定,通過對位平臺自動完成相機和平臺的關系建立,特別方便客戶換型,用戶只需要1分鐘即可完成標定。
通訊軟件,系統全體停止的狀態下,點擊下圖所示的五點標定,即可由PLC端給信號啟動標定,標定時觀察圖像抓點情況,不能出現抓錯、抓偏位。系統提示標定完成即完成標定。

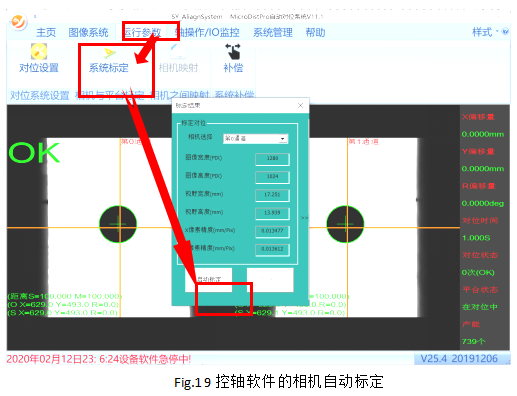
控軸軟件,系統全體停止的狀態下,點擊下圖所示的系統標定按鈕,彈出標定界面,點擊啟動標定,系統將控制平臺移動和相機拍照,標定時觀察圖像抓點情況,不能出現抓錯、抓偏位。系統提示標定完成即完成標定。
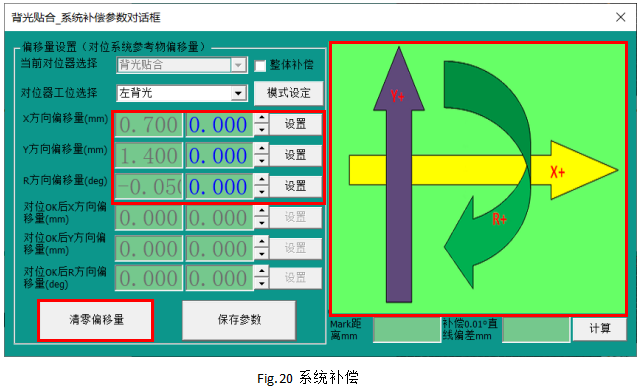
根據補償方向圖示,在右側對應的方向補償寫入補償數值后,點擊“設置”累加到左側的總補償參數中。設置完補償參數退出前必須要點擊“保存參數”,補償才能生效。
如果有多個補償工位,勾選“整體補償”時,點擊設置,是將當前的增量一起設置到所有工位的。不勾選,則是分開累加增量。
清零偏移量,則會將累加的總和全部清零,同樣需要點擊“保存參數”,清零才能生效。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
